[VIP第1年] 指数:3
[VIP第1年] 指数:3
3、自动化非标专机设备,如:微小电子产品自动整理排列机(磁芯磁环、电子插件等)、老化干燥机、烘焙机、混合涂胶机;非标装配机(张紧轮装配机、离合器摩擦片装配机、后视镜装配机、轴承装配机等)、预热板厚机(离合器摩擦片等)、性能检测试验机(张紧轮耐疲劳试验机、座椅电检测试机、空调气密性检测、静间房检测设备等);移载机械手、搬运机器人等。上海庆利机械设备有限始终客户“质量是企业的生命,服务是生存的保证,信誉是永恒的承诺”的经营理念。公司内部建立了科学的企业发展战略和完整的质量管理体系,先后取得多项客户科技发明专利和实用新型专利,公司致力于保持高度的企业责任心,信守对市场的长期承诺,本着为客户提供电机装配的产品和客户满意的服务为已任。愿与各界朋友携手共进,共创美好明天!欢迎来电洽谈。 加入轴承润滑脂时,必须保证润滑脂的数量与清洁度,所有零部件的配合部位上必须涂清洁机油。合肥小直流电机装配自动化产线
限公司所在地:广东深圳市在线询价机械厂装配车间降温排热设备加工定制是品牌Copeland/谷轮型号THS-20000类型冷风机用途冶金流量压力1000pa主营产品:车间制冷厂房降温厂房通风**工程¥肃宁县国恩制冷设备服务有限公司所在地:河北肃宁县在线询价江苏机械厂装配车间通风换气系统装配车间散热降温设备加工定制是品牌天合型号THS-20000类型冷风机用途工厂控温范围27~30主营产品:制冷设备通风降温设备高温散热设备排风降温设备¥肃宁国恩制冷设备服务有限公司所在地:河北肃宁县在线询价天津冷库装配式冷库安装维修保养天津彤海加工定制是品牌Bitzer/比泽尔型号TH-980类型冷风机用途办公楼订货号主营产品:冷冻库冷藏库保鲜库速冻库气调库恒温恒湿物流库医*库¥天津彤海制冷设备有限公司所在地:天津滨海新区在线询价液氮深冷装配箱汇富直销低温装配箱批发加工定制是品牌汇富型号CDW-196类型深冷处理用途化工规格常规主营产品:深冷箱轴承深冷处理箱阀门深冷处理箱冷冻柜¥山东汇富深冷箱有限公司所在地:山东济南在线询价供应装配车间***的整体降温设备河北国恩制冷加工定制是品牌天合牌型号THS-20000用途装配车间降温类型冷风机制冷量主营产品:车间降温设备工业降温通风厂。 芜湖无刷电机装配检查电动机头尾出线正确,并所测绝缘电阻符合标准要求;检查电机是否灵活,有无不正常噪音或轴承响声。

对不同外径的电机外壳进行适配,实现不同电机外壳的快速便捷装夹。本发明的工作原理:将电机外壳放置到定位工装3上方,此时通过第三安装板22上的第五液压缸23伸缩带动两端的夹板24移动,直至电机外壳装夹在两个夹板24之间实现固定,此时定位工装3在传送带2上随着传送带2的工作而移动,定位工装3移动的过程中,插杆26底部的滚珠34首先与斜坡25的底侧接触,随着定位工装3的继续移动,滚珠34沿着斜坡25滚动上移,此时带动滑杆31向上移动,且滑杆31在套筒20内压缩弹簧29,同时限位滑块33的位置从滑槽30下方移动到滑槽30上方,当滚珠34滚动到限位插孔27上方时,压缩的弹簧29**原状带动滑杆31下移,直至插杆26卡进限位插孔27内,且通过挡座32进行限位,且限位滑块33的位置从滑槽30上方移动到滑槽30下方,对定位工装3的位置进行精细定位,不同电机外壳的外径不同,此时通过***安装板13上的伺服电机12工作带动螺纹杆17旋转,进而带动第二安装板18沿着螺纹杆17上下移动,调整固定板14顶端到滑板16底端的间距,对不同外径的电机外壳进行适配,实现不同电机外壳的快速便捷装夹,顶架4上的***液压缸5伸缩带动滑座6移动,安装座7上的第二液压缸8伸缩带动升降座9移动。
电机制造是整个机械制造业中一个重要部门,电机的主要作用是产生驱动转矩,作为用电器或各种机械的动力源。电机制造有其特有的工艺。一、装配前准备、检查及要求1、清理与检查各零部件,各零部件完整、清洁、完好才能进行装配。,无杂质。,符合要求后才能进入装配程序。,符合要求后才能进入装配程序、槽楔或端部有无高出铁芯部位,止口尺寸是否符合要求。2、准备好所有装配所使用的工具、材料,保证工具、材料完好无损,可以正常使用。3、各表面的防锈处理。各零部件配合表面涂上防锈涂层及清洁的机油。4、检查冷却装置的完好性。、风罩的完好性或风管、散热片的完好性;。5、将轴承进行加热至90~110℃(加热要均匀);6、因轴承属于精密性部件,所以在搬运及加热过程中,应严禁杂物进入轴承内部及附着在轴承表面,如有此现象应清理干净轴承。清理与检查各零部件,各零部件完整、清洁、完好才能进行装配。

定位工装3内的重量传感器感知顶部质量变化传递给plc控制器。插杆26和限位插孔27配合使用,对定位工装3的位置进行精细定位,滑槽30的长度大于斜坡25两端的高度差,便于限位滑块33在滑槽30内的位置调整。弹簧29顶端和套筒20内部顶壁连接,弹簧29底端和滑杆31顶侧连接,滚珠34沿着斜坡25顶侧滚动,此时带动滑杆31向上移动,且滑杆31在套筒20内压缩弹簧29,同时限位滑块33的位置从滑槽30下方移动到滑槽30上方,当滚珠34滚动到限位插孔27上方时,压缩的弹簧29**原状带动滑杆31下移,直至插杆26卡进限位插孔27内。一种电机外壳组装用定位装夹设备的工作方法,该工作方法的具体操作步骤如下:步骤一:将电机外壳放置到定位工装3上方,此时通过第三安装板22上的第五液压缸23伸缩带动两端的夹板24移动,直至电机外壳装夹在两个夹板24之间实现固定,此时定位工装3在传送带2上随着传送带2的工作而移动;步骤二:定位工装3移动的过程中,插杆26底部的滚珠34首先与斜坡25的底侧接触,随着定位工装3的继续移动,滚珠34沿着斜坡25滚动上移,此时带动滑杆31向上移动,且滑杆31在套筒20内压缩弹簧29,同时限位滑块33的位置从滑槽30下方移动到滑槽30上方,当滚珠34滚动到限位插孔27上方时。 伺服电机装配的重难点?萍乡智能电机装配人工
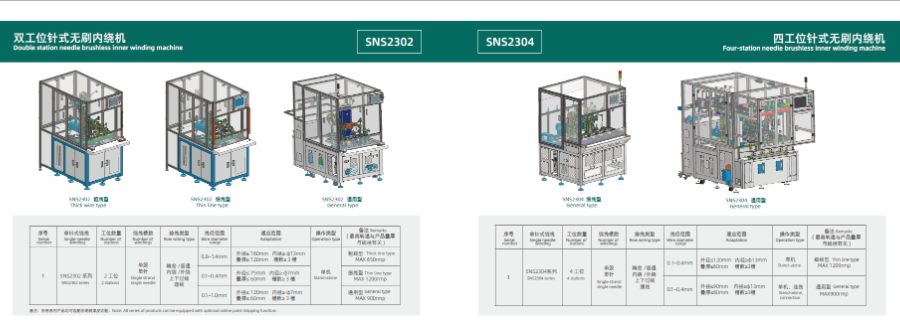
无刷电机装配的重难点?合肥小直流电机装配自动化产线
本发明涉及电机生产设备领域,具体为一种电机外壳组装用定位装夹设备及其工作方法。背景技术:电机是指依据电磁感应定律实现电能转换或传递的一种电磁装置,电机在组装装配的过程中需要将电机外壳进行搬运;电机外壳组装用定位装夹装置就是对电机外壳进行定位后实现装夹搬运的装置。现有的电机外壳组装用定位装夹装置对电机外壳进行搬运时,首先需要将电机外壳固定在工装时,然后在工装上将电机外壳移动的既定位置后,通过装夹部位进行装夹搬运,此时移动的过程中需要对工装以及电机外壳的位置进行精细定位,否则装夹部位每次均需要进行自我调整至不同位置才能与工装的位置进行适配;同时不同的电机外壳的尺径不同,传统的装夹机构无法对不同的电机外壳进行适配,容易在搬运的过程中造成电机外壳的脱落,进而影响装置的正常工作。技术实现要素:本发明的目的在于提供一种电机外壳组装用定位装夹设备及其工作方法,克服上述的现有的电机外壳组装用定位装夹装置对电机外壳进行搬运时,首先需要将电机外壳固定在工装时,然后在工装上将电机外壳移动的既定位置后,通过装夹部位进行装夹搬运,此时移动的过程中需要对工装以及电机外壳的位置进行精细定位。 合肥小直流电机装配自动化产线
文章来源地址: http://jxjxysb.zhiye.chanpin818.com/dzcpzzsb/rxjjxj/deta_27493951.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。